На сайте YouTube у меня есть канал, на котором я выкладываю видео на темы самоделок для мастерской и многое друге. Если Вам интересно, заходите!https://www.youtube.com/channel/UCmRSX19tlEu89N8PrK1i1JQ
Кондуктор для циркулярного станка для распила под произвольным углом.
Изготовление кондуктора.
Циркулярный станок без подвижного кондуктора неполноценен, поэтому это первое, что я смастерил для своего станка. В продаже есть подобные вещи, но по разным причинам ни одна мне не понравилась. Поэтому опять сделал сам.
Что мне для этого понадобилось?
- Отрезок алюминиевого профиля 20х10х2 мм длиной 1 м;
- Стальная пластина 160х120х3 мм;
- Отрезок стального профиля 30х20х1,5 мм длиной 260 мм;
- Фанера 50х15 мм длиной 340 мм;
- 2 болта М6 с внутренней головкой; 2 винта с потайной головкой М6; 4 барашка и шайбы.
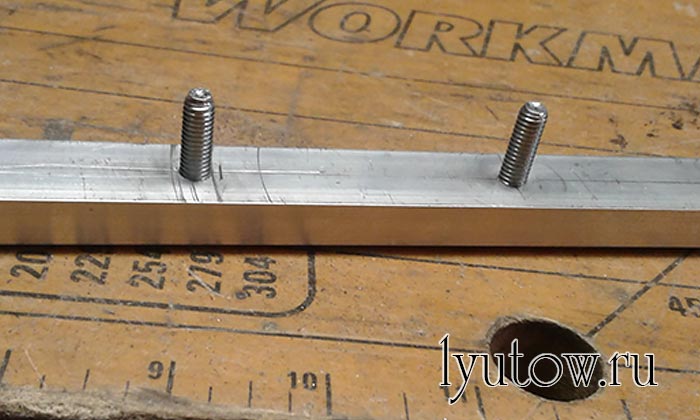
Первое, что сделаем, подготовим направляющую. От торца направляющей отложим 200мм и просверлим отверстие диаметром 5,5 мм с одной стороны профиля и нарежем резьбу под болт М6, а с другой стороны высверлим отверстие 8 мм. Таким образом, болт с внутренней головкой должен ввинчиваться, чтобы его тело вышло наружу, а головка полностью была утоплена внутри профиля. Мы получили осевой болт. Отложим от оси этого отверстия 65 мм в сторону ближнего торца профиля и просверлим аналогичные отверстия. Ввинтим аналогично второй болт. Мы получили болт, фиксирующий угол. Направляющая готова.
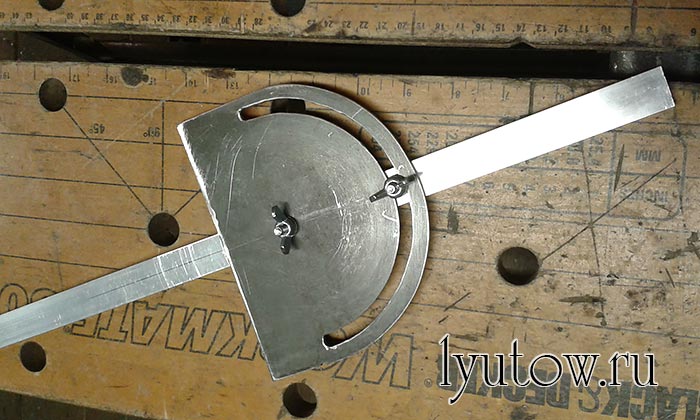
Самая трудоемкая операция – изготовить поворотную пластину для кондуктора. Для этого чертим линию на расстоянии 40 мм от края по длинной стороне. На середине этой линии накерниваем точку под отверстие для осевого болта. Из накерненной точки циркулем чертим дугу радиусом 65 мм с началом и концом на пересечении линии, на которой расположена наша точка. Еще одной дугой радиусом 80 мм отчерчиваем границу, по которой обрежем заготовку, чтобы получился полукруг. Первая наша дуга образует паз, в котором будет расположен болт, который будет фиксировать угол поворота кондуктора. Этот паз надо вырезать шириной 7 мм. Я вырезал электролобзиком с пилкой по металлу. Можно высверлить дорожку по дуге сверлом 7 мм, а потом сточить перемычки напильником. Мы должны получить полукруг с отверстием и полукруговым пазом. Наша пластина должна поместиться на болтах так, чтобы осевой болт без люфтов сидел в центральном отверстии, а второй болт располагался в дуговом пазу. Пластина должна свободно перемещаться на оси под разными углами.
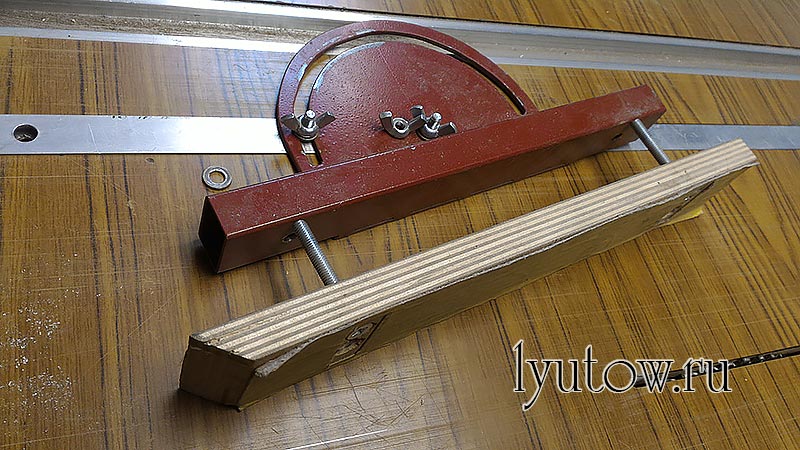
Теперь изготовим планку кондуктора. Берем 260 мм отрезок стального профиля 30х20, откладываем от торцов по 30 мм и посередине широкой стороны сверлим сквозные отверстия 6 мм. К этим отверстиям будем крепить направляющую планку. Профиль располагаем на прямом крае полукруглой пластины так, чтобы ось его центра совпала с центральной осью пластины, и точечно привариваем профиль к пластине. Приварить профиль к пластине надо таким образом, чтобы когда пластина кондуктора лежала на столе, между профилем и столешницей был выдержан строго прямой угол. Надеваем на болты направляющей полученную пластину с профилем и фиксируем ее барашками. Основа кондуктора готова.
В столешнице циркулярного станка выфрезеровываем паз шириной 20 мм и глубиной 10 мм таким образом, чтобы наша алюминиевая направляющая свободно, но без люфтов, перемещалась по пазу и верхняя плоскость профиля располагалась в одной плоскости со столешницей. Осевая линия паза должна проходить на расстоянии 140 мм от пильного диска. Многие используют в Т-паз для кондуктора. Я сделал простой паз. Из него мой кондуктор не выскакивает, поскольку у направляющей, длиной в 1 метр, отличная развесовка, которая не позволяет выпасть кондуктору во время работы. Если стол достаточно длинный, то про танцы с изготовлением Т-паза можно забыть.
Нам остается лишь изготовить прижимную планку и откалибровать у кондуктора углы запилов. Прижимную планку я выполнил из фанеры толщиной 15 мм размерами 340х50 мм. В планке сверлятся отверстия, совпадающие с двумя отверстиями в планке кондуктора. Отверстия сверлим так, чтобы совпали центральные оси фанерной и стальной планок. Раззенковываем отверстия, чтобы утопить заподлицо головки винтов, которые будут фиксировать планки с помощью барашков. У меня работают оба конца прижимной планки, поэтому пришлось просверлить четыре крепежных отверстия, чтобы иметь возможность переворачивать планку нужным концом и крепить опять через отверстия в стальной планке кондуктора. На рабочую плоскость прижимной фанерной планки приклеиваем полосу шлифовальной ленты средней зернистости. Для чего? Шлифбумага не даст скользить деревянным заготовкам по кондуктору во время пиления и их не будет уводить от оси распила.
Калибровка кондуктора.
Кондуктор готов, паз под кондуктор выфрезерован. Пора подготовить прижимную планку и откалибровать углы кондуктора.
Вначале откалибруем прямой угол. Привинчиваем барашками прижимную фанерную планку, устанавливаем кондуктор в паз и придвигаем к пильному диску. Если все правильно изготовили, то стальная планка кондуктора не должна доходить до плоскости пильного диска на несколько сантиметров, а прижимная фанерная планка наоборот должна быть шире линии распила на пару сантиметров. Ослабляем барашки крепления пластины кондуктора к направляющей для начала регулировки. Отчерчиваем по центру алюминиевой направляющей риску в месте, где заканчивается полукруглая пластина кондуктора. Эта риска будет обозначать линию синхронизации углов. Прижимаем линейку к плоскости пильного диска, прикладываем треугольник к линейке у диска так, чтобы между диском и кондуктором получился прямой угол. Выверив по треугольнику строго прямой угол, фиксируем барашками пластину кондуктора. Мы получили прямой угол для распила. Теперь риску синхронизации углов на направляющей прочерчиваем дальше на стальную пластину. У нас теперь есть точные риски, по которым легко сразу выставить прямой угол.
Убираем линейки и включаем станок. Продвигаем кондуктор на пильный диск и отпиливаем излишек прижимной планки. Кондуктор под прямой угол готов и откалиброван. Что нам дает эта прижимная планка? Во-первых, мы получили точную ось распила. Теперь, прикладывая заготовку к краю прижимной планки кондуктора, мы всегда знаем, где пойдет линия распила. Во-вторых, заготовка будет иметь опору непосредственно в месте распила, а это застрахует от сколов в конце распила.
Переворачиваем прижимную планку другим концом. Все вышеперечисленные действия повторяем и для угла в 45 градусов. Так же ставим треугольник между пильным диском и прижимной планкой кондуктора, только углом в 45 градусов. Фиксируем пластину кондуктора, отмечаем риску синхронизации, отпиливаем излишек прижимной планки. Таким образом можно откалибровать любые часто используемые углы, лишь придется изготовить новые прижимные планки. Можно обойтись и без прижимной фанерной планки. Тогда быстрее будет идти процесс синхронизации углов, избавившись от необходимости переставлять прижимную планку, но вырастет вероятность сколов и упадет точность подгонки материала под запил.